
设备功能:
设备功能:用于软包锂电池的切边,贴胶,点胶,成型批量生产工艺。
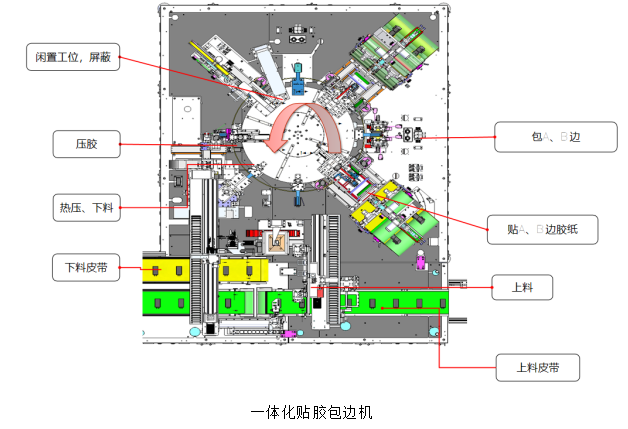
工艺流程:
切边工位:定位,切边,切角,裙边热压;
贴胶工位:贴胶,包边,下圆片胶,压胶,整体热压,CCD检测;
成型工位:点胶,UV灯照射固化,滚边预折边,热压,冷压,TBS(背部台阶整形),滚面/下料等。

整机
|
设备指标 |
标 准 |
说 明 |
|
设备产能 |
≥ 16PPM |
设备自检功能需全部打开、最大保压时间(4S)验收 |
|
一次良品率 |
95% |
整线 |
|
故障率 |
5%(整线) |
指由设备造成的故障,设备定期维护、产前准备等不计 |
|
换型时间 |
3-5天x6人 |
换型时间分配: 1.未做过型号电池的切换需要5天 2.做过型号的电池同类切换需要3天,不同类需要5天 |
|
设备电源 |
380V.50HZ |
一次侧电源接地;30KW以上设备标配电能表; |
|
设备长、宽、高 |
|
长度18000mm;宽度3500mm;高度2700mm |
切边机工艺流程:
先由机器人带吸盘上料,由CCD相机进行拍照检测,定位块顶升对电芯进行边缘进行定位之后,用气缸推动刀模下坠切断软边,可以通过更换不同的刀模和热压模块以适应不同的电芯形状。


贴胶机工艺流程:
切边完成后,由机械手带动吸盘,从料盘上吸取边胶纸贴在电芯两侧,由包边机构顶升包边,转至热压机构,上下压块合并保压。

成型机工艺流程:
贴胶工位完成,点胶工位完成后,上料定位,UV灯照射固化后,由滚边机构进行预折边,经过多段热压工位后,进行冷压折边和背部台阶整形,由机械手下料后,滚面机构下压,下料机械手出料分拣。



